| | 描述 | 机型 |
| 温漂 |
 |
温漂测试允许旋转或非旋转主轴测量来分析机床上温度变化的影响。它通常用
于故障排除环境条件或确定热稳定性
|
SEA\SCA\SCI |
| |
| 热温升 |
 |
机床在冷态下开始旋转主轴,轴承的摩擦热量导致主轴膨胀(主要在Z轴上)。
通过知道机器稳定的时间可帮助拿捏更精确的调度/规划,减少废料,和暴露机器
框架的失真
|
SEA\SCA\SCI |
| |
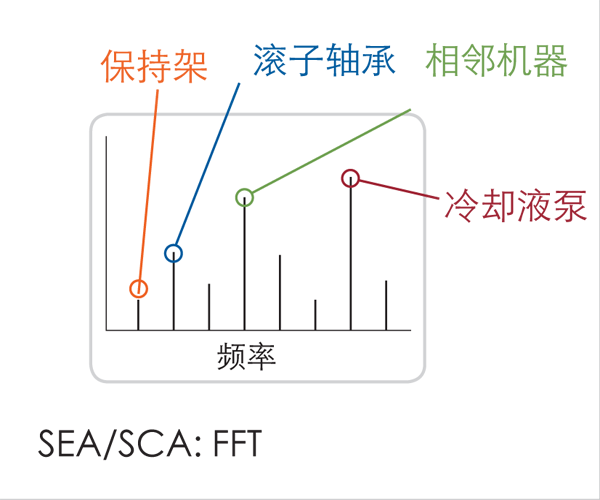
| FFT |
 |
FFT分析测试从单个探头采集数据,并显示其频率分量相对的幅度。这样就产生了
幅度对频率图表。FFT数据用于识别轴承频率,共振频率,谐波,RPM和结构振动。
|
SEA\SCA |
 |
| |
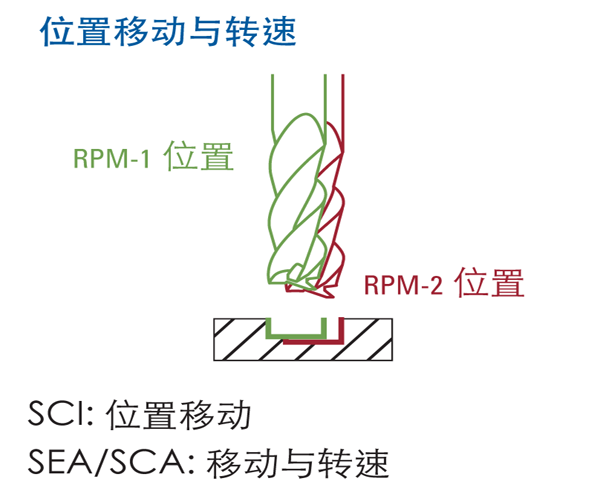
| 位置 |
 |
主轴的旋转轴可以随着RPM的改变而移位。 绘制主轴的旋转轴相对于RPM的位置的
任何变化,使操作者有能力调整RPM或抵消改正任何误差。
|
SEA\SCA\SCI |
 |
| |
| 振动 |
 |
振动影响机床的表面光洁度能力。 通过观察震动随时间的影响,可以识别影响工具
性能的任何外部因素。 来自叉车或冷却剂泵的振动会经常导致零件在临界切割期间
时发生故障。
|
SCI |
| |
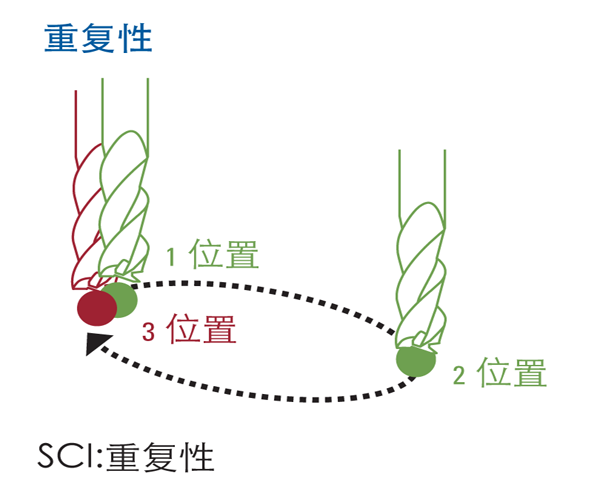
| 重复 |
 |
由于机床的机床磨损,间隙和其它问题将降低其精确定位相对于工件的切削工具能力。
执行该测试使操作者更好地预测机床保持特征位置的容差的能力。
通过确定哪个轴有问题,简化了故障排除。
|
SCI |
| |
 |
| |
| 总误差 |
 |
虽然“总旋转误差”的各个分量提供了对特定零件误差的了解; 总旋转误差
(总误差运动)给出了主轴的一般条件,以及对多台机床上主轴状态的快速比较。
|
SEA/SCA/SCI |
| |
| 径跳 |
 |
经常用于制造,跳动将影响孔的直径和切割的直线度。 它不应随着速度的变化而剧
烈变化。跳动中的变化是随着主轴变快导致系统移动或弯曲的显著磨损的潜在迹象。
|
SEA/SCA/SCI |
| |
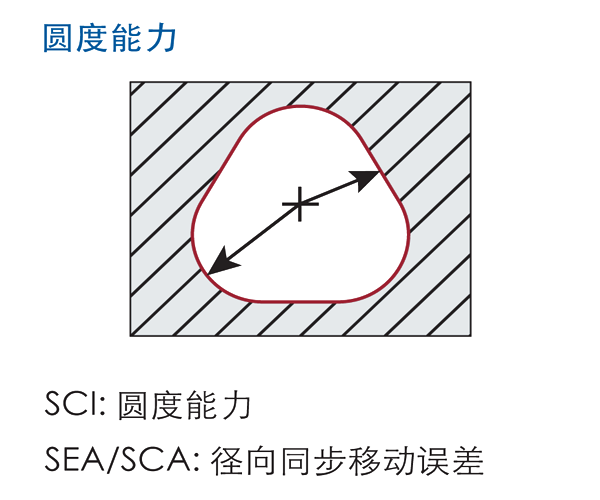
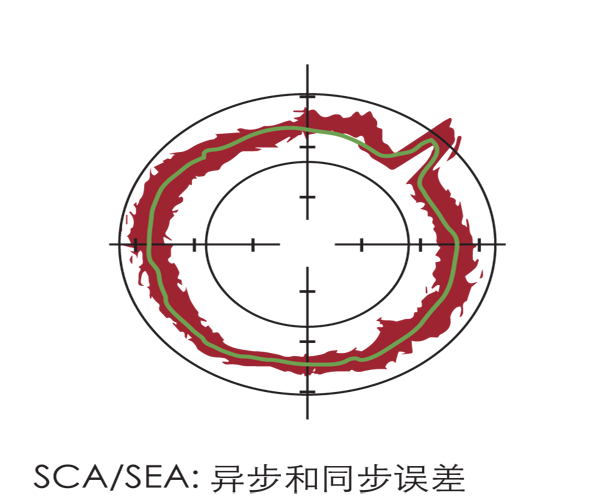
| 同步误差 |
 |
总运动误差的一部分,重复每次旋转和涉及到当在铣削操作中钻孔或者当在车床上进行
纵向车削时,机床制造的圆度特征的能力。
|
SEA/SCA/SCI |
| |
 |
| |
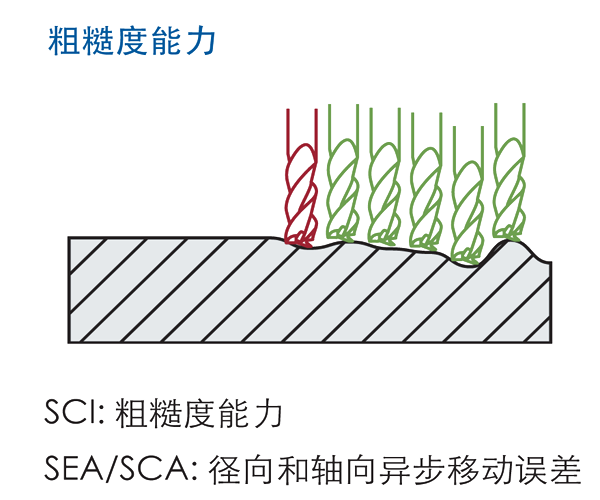
| 异步误差 |
 |
总误差运动的一部分,单点从一个旋转到另一个旋转的重复。这些是由机器振动和在理想
的切削条件下,刀具上单点重复性是影响成品零件表面粗糙度(Ra)的主要成分。
|
SEA/SCA/SCI |
| |
 |
| |
| 固定敏感 |
 |
径向固定灵敏度获取一个轴相对于主轴角位置的位移,并在极坐标图中显示数据。
最常用于车床应用。
|
SEA/SCA |
| |
| 旋转 |
 |
径向旋转灵敏度从两个位置间隔90°的探头获取位移数据。探头测量旋转轴的X和Y位移以
生成极坐标图。 最常用于测量铣削。
|
SEA/SCA |
| |
 |
| |
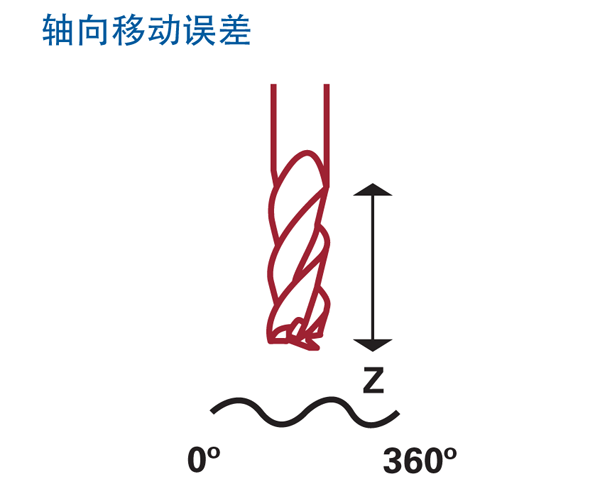
| 轴向 |
 |
轴向运动误差利用Z轴上一个探头的位移数据。探头测量主轴的轴向位移。 除了极坐标图,轴向运动误差也可以在线性类型示波器中显示。
|
SEA/SCA/SCI |
| |
 |
| |
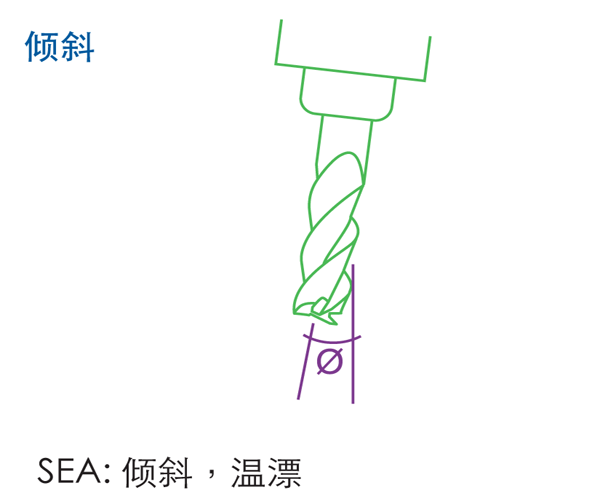
| 倾斜 |
 |
在X或Y方向使用两个探头,热倾斜可以确定是否存在机架的变形,这将导致比单一热膨胀大得多的误差。
|
SEA |
| |
 |
| |
| 动态倾斜 |
 |
在X或Y方向上使用两个探头,测量动态倾斜是用来确定随着与主轴头的距离增加,同步误差(与圆度有关)和异步误差(与表面粗糙度有关)
的差异有多大。 结果显示为极坐标图或3D图。
|
SEA |
| |
| 唐纳森反转 |
|
唐纳森反转显示来自两个径向—固定灵敏度测试的数据,这些测试以目标(椭圆度)中的形状误差与主轴的同步误差运动分离的方式组合。
|
SEA |
| |











